OEM
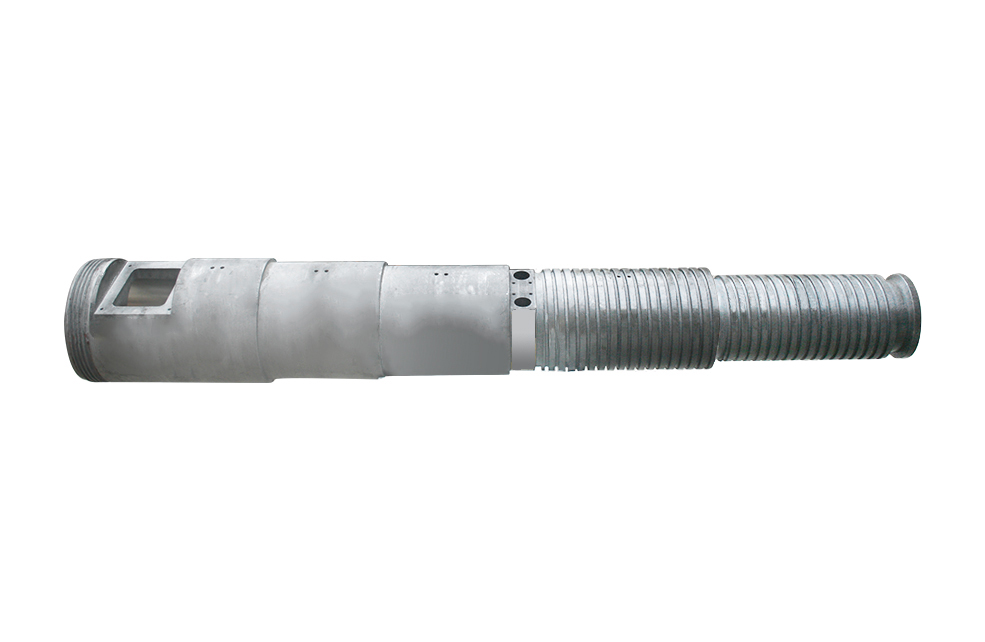
The company has a strong R & D team, which can be customized screw barrels according to the drawings or samples provided by customers.



The company has a strong R & D team, which can be customized screw barrels according to the drawings or samples provided by customers.

Provide high-quality thread screw barrels for customers to produce low-cost, high-quality plates.

Advanced testing equipment is only for providing high-quality granulation screw barrels.

The company is close to Ningbo and Zhoushan ports. The company has export qualifications, convenient delivery, and can quickly reach all parts of the world.


Plastic extruders can be divided into single-screw extruders, twin-screw extruders and multi-screw e...
Facing severe energy and environmental challenges, China has formulated a medium- and long-term ener...
1. Back pressure is too high: If the back pressure is set too high, then the screw may not have enou...
1. High-resistance heads are generally equipped with screws with a shallower groove depth in the hom...
What is the barrel? The barrel is the same as in the extrusion compression molding system and is an ...
The shape design of the screw has been changed, and the thread spacing between the screws has been i...
We always adhere to the business philosophy of "integrity-based, win-win cooperation"!
Tel:+86 0580-8340555
Fax:+86 0580-83240801
E-Mail:[email protected]
Phone:Mr.Wang +86 13957206085
Address:No. 3 Wanrong Road, Liuxing, Jintang Town, Dinghai District, Zhoushan City, Zhejiang Province